


Materiał
| Ciało | Aluminium ( 5052) | Stal | Stal nierdzewna ● | |
| Skończyć | Błyszczący | Ocynkowana | Błyszczący | |
| Kleszczak | Stal | Stal nierdzewna | Stal | Stal nierdzewna ● |
| Skończyć | Ocynkowana | Błyszczący | Ocynkowana | Błyszczący |
| Typ głowy | Kopuła, CSK, duży kołnierz | |||
Specyfikacja
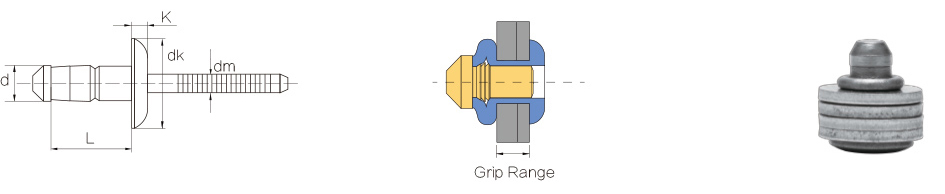
| Rozmiar | Wiertarka | Nr części | M | Zakres chwytu | B | K | E | Ścinanie | Rozciągający |
| maks | maks | maks | maks | KN | KN | ||||
| 3.2 (1/8") |  | BBP61-0408 | 8.9 | 1,0-3,0 | 6.6 | 1.1 | 2.1 | 1.6 | 2.0 |
| BBP61-0411 | 11.4 | 3,0-5,0 | 6.6 | 1.1 | 2.1 | 1.7 | 2.0 | ||
| BBP61-0414 | 13.6 | 5,0-7,0 | 6.6 | 1.1 | 2.1 | 3.2 | 2.0 | ||
| 4.0 (5/32") |  | BBP61-0509 | 10.1 | 1,0-3,0 | 8.0 | 1.5 | 2.6 | 5.2 | 4.0 |
| SSP01-0512 | 12,5 | 3,0-5,0 | 8.0 | 1.5 | 2.6 | 5.2 | 4.0 | ||
| BBP61-0516 | 15.1 | 5,0-7,0 | 8.0 | 1.5 | 2.6 | 5.2 | |||
| 4.8 (3/16") |  | BBP61-0611 | 12.9 | 1,5-3,5 | 9.6 | 1.5 | 3.1 | 5.5 | 5.0 |
| BBP61-0614 | 15,5 | 3,5-6,0 | 9.6 | 1.5 | 3.1 | 5.5 | 5.0 | ||
| BBP61-0618 | 18,5 | 6,0-8,5 | 9.6 | 1.5 | 3.1 | 5.5 | 5.0 |
Podanie
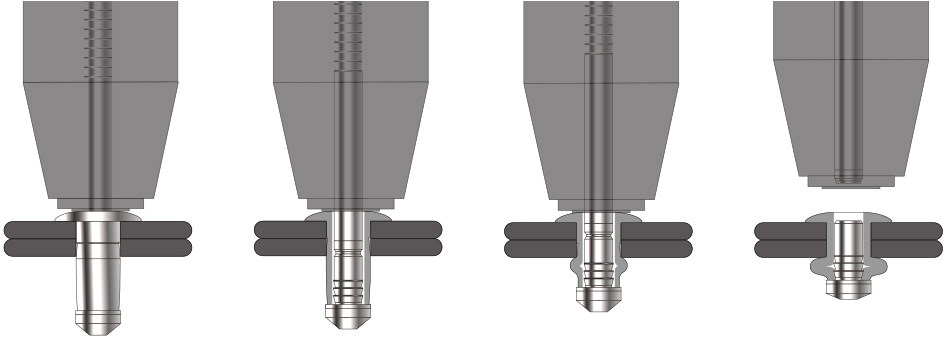
Nity zrywalne typu Uni-Grip to nity zrywalne typu konstrukcyjnego.Nity zrywalne typu Unigrip podczas nitowania nitów łączą nitownice w jednobębny, zaciskają dwie nitowane części konstrukcyjne i zmniejszają nacisk na powierzchnię części konstrukcyjnej.Nadaje się do nitowania o dużej intensywności.Części o cienkiej strukturze.Ma pewne działanie ochronne na nitowane części, aby uniknąć deformacji nitowanych otworów i niszczenia nitowanych części.
Głównym przeznaczeniem nitów zrywalnych ogólnego typu Uni grip są pojazdy, statki, budynki, maszyny, urządzenia elektryczne, samoloty, kontenery, windy i inne gałęzie przemysłu.
Jakie są sposoby zapobiegania korozji nitów zrywalnych
1. Poszycie
Ta metoda powlekania nitu zrywalnego polega na umieszczeniu nitu w roztworze metalu, a następnie użyciu prądu do nałożenia warstwy metalu na powierzchnię, co ma wiele skutków dla tej warstwy metalu.
2. Powłoka mechaniczna
Mechaniczne poszycie nitu zrywalnego ma na celu umożliwienie cząstkom metalu zgrzewania na zimno nitów zrywalnych, aby zapewnić, że powierzchnia nitu zrywalnego ma pewne efekty.Powłoka mechaniczna i galwanizacja są zasadniczo takie same, ale metody są różne.Można powiedzieć, że wyniki są takie same.
3. Gorąca obróbka
W przypadku obróbki termicznej powierzchni nitów zrywalnych niektóre powierzchnie nitów zrywalnych są stosunkowo twarde, więc można je podgrzać, aby zapewnić wystarczającą twardość nitu zrywalnego.Dlatego przeprowadza się obróbkę cieplną.
4. Pasywacja powierzchni
Przechodzenie przez powierzchnię nitu zrywalnego ma dwie główne funkcje.Jednym z nich jest zwiększenie twardości nitów, a drugim znaczne zmniejszenie stopnia utleniania nitów zrywalnych.
-

Aluminium z aluminiowym trzpieniem Tri-Fold Blind R ...
-

Pneumatyczny pistolet do nitów zrywalnych
-

Stal nierdzewna ze stali nierdzewnej typu otwartego ...
-

Nit stalowy Uni Grip o wysokiej wytrzymałości B...
-

Aluminium ze stalowym trzpieniem Duży kołnierz typu B...
-

Stal nierdzewna z trzpieniem ze stali nierdzewnej La ...









